










今天我們來了解鋼軌焊接之氣壓焊焊接施工過程,。
一,,勞力組織,;每個焊縫需勞力6人,,其中對軌1人,,看火候1人,調(diào)氧氣,,乙炔(混合氣比)1人,,開油泵1人,打磨一人,。
二,,施工準備工作:備齊氣壓焊接所必須的所有工具。
三,,焊接鋼軌的加固:采取適當?shù)募庸檀胧?,避免鋼軌在對接、對正以及焊接的過程中發(fā)生移動,。
四,,鋼軌端頭的準備:仔細檢查鋼軌端頭,并做好焊接前的清理,、打磨工作,,達到鋁熱焊接所應(yīng)具備的條件,必要時可鋸軌打磨,。
五,,鋼軌端頭對正:正確做好軌端的間隙設(shè)定,垂直對正和水平對正,,并消除鋼軌端頭間的小量傾斜,;這一步的工作至關(guān)重要,如若其中任何一個工作沒有做好,,將直接導(dǎo)致焊接的失敗,。
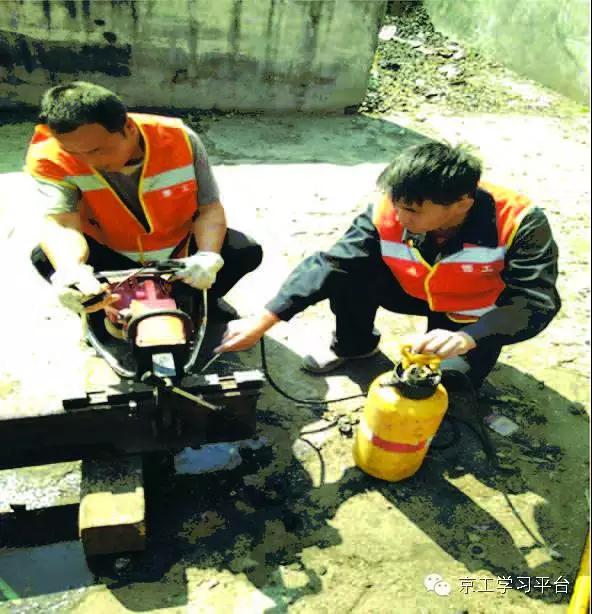
六、安放氣壓焊設(shè)備,,注意此步一定要將氣壓焊設(shè)備固定好,。并將燃氣與冷卻設(shè)備連接好備用。
七,、安放推凸裝置,。
八、點火焊接:焊接時隨時調(diào)節(jié)氧氣與乙炔氣,,并來回移動加熱器,,由經(jīng)驗的焊接人員看時間及焊接火候。
九,、加熱頂鍛:采用全長淬火軌鋪設(shè)無縫線路時,,在現(xiàn)場焊接的街頭被退火,機械性能低于原淬火軌,。使用加熱器,,淬火冷卻裝置和氣體流量控制箱組成的小型的便攜式熱處焊接完成后立即用燃氣加熱時間:5分鐘左右,冷卻水量和冷卻時間:冷卻水量為0.4m3/h,,冷卻時間25秒左右
十,、推瘤:使用推瘤機推瘤并除掉余燼。
十一,、打磨:推瘤后立即進行打磨,,使其接近鋼軌,打磨街頭的軌內(nèi),、軌外面,。
十二、標識:檢查焊好的接頭,,做好焊接記錄并貼上標記,,將軌道恢復(fù)至標準狀態(tài),清理焊接現(xiàn)場,,撤銷軌道防護措施,。
技術(shù)資料
聯(lián)系方式
電話:0537-2171596
手機:18853736667(許)
地址:濟寧共青團路西鑫聲玉城
網(wǎng)址:mgyy520.com
手機:18853736667(許)
地址:濟寧共青團路西鑫聲玉城
網(wǎng)址:mgyy520.com
最新資訊
+ MORE最新產(chǎn)品
+ MORE鋼軌焊接之氣壓焊焊接施工過程
發(fā)表時間:2014-12-28 12:23 作者:admin 來源:未知 瀏覽:











發(fā)表評論