










由于目前鋁熱焊在區(qū)間長軌條焊接時使用較少,,多數(shù)使用氣壓焊,,氣壓焊能有效的保證焊接質(zhì)量,,具體操作規(guī)程如下:
一,、焊接設備:
主要設備:壓接機(包括推凸裝置),、加熱器,、控制箱,、水冷裝置、高壓電動泵房,。
輔助設備:直軌器,、除瘤割炬、端磨機,、頂磨機,、氧氣瓶、乙炔瓶及發(fā)電機組等,。

三、具體施工過程
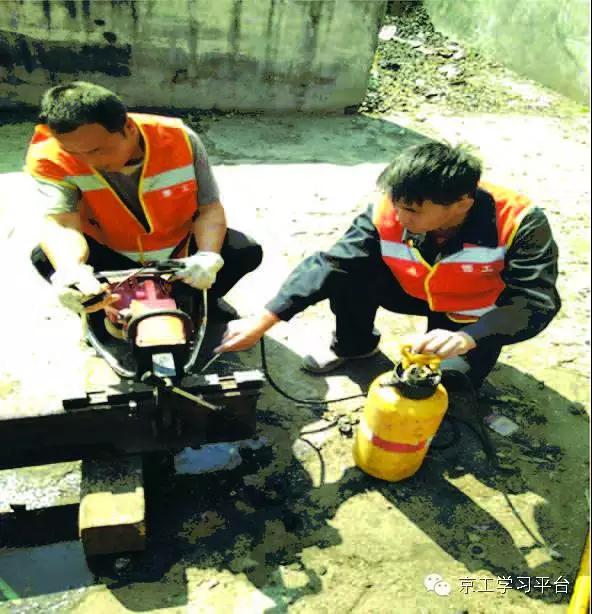
1,、勞力組織:每個焊縫需勞力6人,,其中對軌1人,看火候1人,,調(diào)氧氣,、乙炔氣(混合氣比)1人,開油泵1人,,打磨一人,。
2、施工準備工作:備齊氣壓焊接所必須的所有工具,。
3,、焊接鋼軌的加固:采取適當?shù)募庸檀胧苊怃撥壴趯?、對正以及焊接的過程中發(fā)生移動,。
4、鋼軌端頭的準備:仔細檢查鋼軌端頭,并做好焊接前的清理,、打磨工作,,達到鋁熱焊所應具備的條件,必要時可鋸軌打磨,。
5,、鋼軌端頭對正:正確做好軌端的間隙設定,垂直對正和水平對正,,并消除鋼軌端頭間的小量傾斜,;這一步的工作至關(guān)重要,如若其中任何一個工作沒有做好,,將直接導致焊接的失敗,。
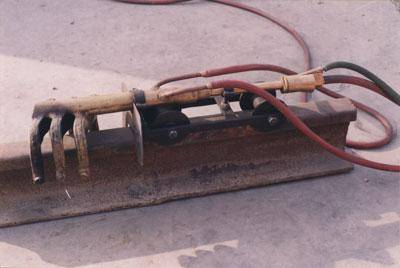
6、安放氣壓焊設備,,注意此步一定要將氣壓焊設備固定好,。并將燃氣與冷卻設備連接好備用。
7,、安放推凸裝置,。
8、點火焊接:焊接時隨時調(diào)節(jié)氧氣與乙炔氣,,并來回移動加熱器,,由由經(jīng)驗的焊接人員看時間及焊接火候。
9,、加熱頂鍛:采用全長淬火軌鋪設無縫線路時,,在現(xiàn)場焊接的接頭被退火,機械性能低于原淬火軌,。使用加熱器,、淬火冷卻裝置和氣體流量控制箱組成的小型便攜式熱處焊接完成后立即用燃氣加熱加熱時間:5分鐘左右 冷卻水量和冷卻時間:冷卻水量為0.4m3/h,冷卻時間為25秒左右,。
10,、推瘤:使用推瘤機推瘤并除掉余燼。
11,、打磨:推瘤后立即進行打磨,,使其接近鋼軌,打磨接頭的軌內(nèi),、軌外面,。
12、標識:檢查焊好的接頭,,做好焊接記錄并貼上標記,,將軌道恢復至標準狀態(tài),,清理焊接現(xiàn)場,撤銷軌道防護措施,。
四,、質(zhì)量要求
為確保焊接質(zhì)量,首先應選取有豐富施工經(jīng)驗的隊伍,,所需設備齊全,,施工人員全部都持證上崗。
1,、供焊接的鋼軌的化學成分,、機械性能、低倍組織等應符合GB2585及相關(guān)標準的規(guī)定,。
2,、鋼軌焊頭應做靜彎破斷載荷、落錘,、疲勞載荷、金相組織及晶粒度試驗,。
3,、鋼軌試件應進行型式試驗。
4,、每個焊頭均應進行超聲波探傷,。
5、焊頭平直度要求如下:使用電子平直尺測量:
| 序號 | 項 目 | 允許偏差(mm) | |
| V>120km/h | V≤120km/h | ||
| 1 | 軌頂面 | +0.3,,0 | +0.3,,0 |
| 2 | 軌頭內(nèi)側(cè)工作面 | +0.3,0 | +0..3,,0 |
| 3 | 軌底(焊筋) | +0.5,,0 | +0.5,0 |
1,、鋼軌焊接接頭應進行探傷檢查,焊頭不得有未焊透,、過燒,、裂紋、氣孔夾碴等有害缺陷,。
2,、鋼軌焊縫兩側(cè)各100m范圍內(nèi)不得有明顯壓痕、碰痕,、劃傷等缺陷,,焊頭不得有電擊傷,。
3、長軌條在焊接前必須對正,,不對正嚴禁進行焊接,。
4、焊軌端去濕處理:當在冬季施工時,,首先將鋼軌加熱到50℃左右,,消除軌端合卡箱部位的濕度后再用鋼刷刷除鋼軌表面的污物。
5,、氣壓焊后,,正火及時保溫暖冷在300℃以下,氣溫過低時,,適當延長保溫暖冷的時間,,以便確保焊接質(zhì)量。
QPCJ鋁熱焊施工工藝
用鋁熱焊焊接鋼軌具有操作簡便快捷,、設備小巧輕便,、接頭平順性好和極其適合野外作業(yè)等優(yōu)點,特別在轍叉焊接時,更有其他焊接方法無可替代的優(yōu)越性,,下面為QPCJ鋁熱焊施工工藝,。
一、焊接設備:
主要設備:手動推瘤機,、鋼軌對正架,、角磨機、切軌機,、鋼軌仿型打磨機,、頂磨機。
輔助設備:鋁熱劑,、鋁熱劑模具,、坩堝、液壓推瘤機,、直軌器,、氧氣瓶、乙炔瓶及發(fā)電機組等,。具體設備見附屬設備表,。
二、焊接工藝:
焊接工藝流程圖如下:
三,、具體操作過程
采用QPCJ鋁熱焊接工藝完成一個鋼軌接頭的焊接可分成為13個步驟,,并且13個步驟必須遵照以下特定規(guī)定:
1、到焊接現(xiàn)場前的準備工作:在出發(fā)到施工現(xiàn)場前,,依據(jù)標準清單,,檢查并落實是否已備齊鋁熱焊接所必須的所有工具,,材料設備以及材料。
2,、焊接現(xiàn)場的準備工作:應對焊接的環(huán)境進行綜合評價,,對任何可能導致火災活安全事故的隱患無比進行清除。
3,、軌道的準備工作:采取適當?shù)姆雷o措施,,避免鋼軌在對接、對正以及焊接的過程中發(fā)生移動,。
4,、鋼軌端頭的準備:仔細檢查鋼軌端頭,并做好焊接前的清理工作,,達到鋁熱焊所應具備的條件,。
5、鋼軌端頭對正:正確做好軌端的間隙設定,,垂直對正和水平對正,,并消除鋼軌端頭間的小量傾斜;這一步的工作至關(guān)重要,,如若其中任何一個工作沒有做好,,將直接導致焊接的失敗。
6砂模的準備:檢查并確定所有的部件已經(jīng)齊全,,將其正確安裝至鋼軌端頭,涂上封箱泥,,這一步也非常重要,,如果沒有做好,焊后的接頭將有缺陷存在,。
7,、預熱:按規(guī)定時間對砂模和鋼軌端頭進行加熱,請注意:頂熱火焰調(diào)節(jié)的精確程度以及預熱時間將直接影響整個接頭的質(zhì)量,。
8,、焊藥包的準備:檢查焊藥包物品是否齊全,有無受潮及破損現(xiàn)象,,將焊藥按要求裝入QPCJ裝置坩堝內(nèi),。
9、澆注:到軌道的時間內(nèi)停止預熱,,將QPCJ坩堝正確放置在砂模的正中位置上,,點燃焊藥并監(jiān)視焊藥的燒注過程,注意計時,。
10,、拆模及推瘤:澆注完畢后等待一定的時間后,,再拆除砂模推瘤并除掉余燼。
11,、熱打磨:推瘤后立即進行打磨,,使其接近鋼軌,打磨接頭的軌內(nèi),、軌外表面,。
12、熱大磨:推瘤接頭處的焊接隆起,,并打磨至與鋼軌的運行表面齊平,,在人打磨以及冷打磨的過程中,工作的精確程度將決定接頭的可靠性,。
13,、收尾:檢查焊好的接頭,做好焊接記錄并貼上標記,,將軌道恢復至標準狀態(tài),,清理焊接現(xiàn)場,撤銷軌道防護措施,。
四,、質(zhì)量要求
為確保焊接質(zhì)量,首先應選取有豐富施工經(jīng)驗的隊伍,,所需設備齊全,,施工人員全部都持證上崗。
1,、供焊接的鋼軌的化學成分,、機械性能、低倍組織等應符合GB2585及相關(guān)標準的規(guī)定,。
2,、鋼軌焊頭應做靜彎破斷載荷、落錘,、疲勞載荷,、金相組織及晶粒度試驗。
3,、鋼軌試件應進行型式試驗,。
4、每個焊頭均應進行超聲波探傷,。
5,、焊頭平直度要求如下:使用電子平直尺測量:
| 序號 | 項 目 | 允許偏差(mm) | |
| V>120km/h | V≤120km/h | ||
| 1 | 軌頂面 | +0.3,0 | +0.3,,0 |
| 2 | 軌頭內(nèi)側(cè)工作面 | +0.3,,0 | +0..3,,0 |
| 3 | 軌底(焊筋) | +0.5,0 | +0.5,,0 |
1、鋼軌焊接接頭應進行探傷檢查,,焊頭不得有未焊透,、過燒、裂紋,、氣孔夾碴等有害缺陷,。
2、鋼軌焊縫兩側(cè)各100m范圍內(nèi)不得有明顯壓痕,、碰痕,、劃傷等缺陷,焊頭不得有電擊傷,。
3,、長軌條在焊接前必須對正,不對正嚴禁進行焊接,。
4,、砂模的密封:砂模用膠泥密封后應仔細進行檢查,經(jīng)確認確實無遺漏后再進行預熱,。
5,、預熱時間一定要把握好,尤其是在溫度較低時更應確保預熱時間,。
6,、焊軌端去濕處理:當在冬季施工時,首先將鋼軌加熱到50℃左右,,消除軌端合卡箱部位的濕度后再用鋼刷刷除鋼軌表面的污物。
7,、鋁熱焊澆注推凸后采用保溫罩及時將焊縫保護起來,,時間掌握在10分鐘以上,以使焊接及熱影響范區(qū)在高溫階段的冷卻時間適當延長,,提高焊頭的韌性和抗疲勞的強度,。
焊接施工人員名單
| 序號 | 姓名 | 年齡 | 單位 | 工種、職務 |
| 1 | 局冠群 | 50 | 中鐵十六局 | 鋼軌焊工,、工程師 |
| 2 | 王建國 | 45 | 中鐵十六局 | 鋼軌焊工 |
| 3 | 曹容恩 | 45 | 中鐵十六局 | 鋼軌焊工 |
| 4 | 王光榮 | 46 | 中鐵十六局 | 鋼軌焊工 |
| 5 | 徐俊貴 | 42 | 中鐵十六局 | 鋼軌焊工 |
| 6 | 周祖英 | 46 | 中鐵十六局 | 鋼軌焊工 |
| 7 | 高代剛 | 42 | 中鐵十六局 | 鋼軌焊工 |
| 8 | 沈孝國 | 52 | 中鐵十六局 | 鋼軌焊工 |
鋁熱焊設備,、工具材料明細
| 序號 | 名稱 | 規(guī)格型號 | 數(shù)量 | 產(chǎn)地 | 備注 |
| 1 | 手動推瘤機 | EMP2 | 1 | ||
| 2 | 鋼軌對正架 | CR57 | 2 | ||
| 3 | 角磨機 | 9525NB*125 | 2 | ||
| 4 | 切軌機 | QG-3 | 2 | ||
| 5 | 鋼軌仿型打磨機 | QG-IV | 1 | ||
| 6 | 頂磨機 | 1 | |||
| 7 | 側(cè)模夾具 | 60kg/m | 2 | ||
| 8 | 側(cè)模夾板 | 60kg/m | 2 | ||
| 9 | 金屬底板 | 60kg/m | 2 | ||
| 10 | 灰碴盤 | 2 | |||
| 11 | 坩堝叉 | 1 | |||
| 12 | 預熱器及支架 | 1 | |||
| 13 | 氧氣減壓器 | 153TX-200 | 1 | ||
| 14 | 丙烷減壓器 | 153TF-125 | 1 | ||
| 15 | 氧氣丙烷導管 | 1/4*1/4 | 20M | ||
| 16 | 氧氣乙炔導管 | 1/4*1/4 | 20M | ||
| 17 | 焊炬 | 12-RTE | 1 | ||
| 18 | 割炬 | 143CE | 1 | ||
| 19 | 割咀 | 4-1-101 | 2 |
鋁熱焊設備、工具材料明細
| 序號 | 名稱 | 規(guī)格型號 | 數(shù)量 | 產(chǎn)地 | 備注 |
| 1 | 握把 | 143C-TV | 1 | ||
| 2 | 活扳手 | 300MM | 2 | ||
| 3 | 大錘 | 8 | 2 | ||
| 4 | 剁子 | 2 | |||
| 5 | 檢測直尺 | 1M | 1 | ||
| 6 | 秒表 | 1 | |||
| 7 | 單項接線板 | 220V | 1 | ||
| 8 | 三項接線板 | 380V | 1 | ||
| 9 | 二芯電纜線 | 2*2 | 20M | ||
| 10 | 三芯電纜線 | 4*4 | 20M | ||
| 11 | 鋼絲刷 | 2 | |||
| 12 | 平跣 | 1 | |||
| 13 | 直柄砂輪 | 380V*150 | 2 | ||
| 14 | 普通直尺 | 300mm | 2 | ||
| 15 | 鋼卷尺 | 2m | 2 | ||
| 16 | 毛刷 | 4’ | 2 | ||
| 17 | 點火槍 | 1 | |||
| 18 | |||||
| 19 |











發(fā)表評論