










在起重機(jī)的制造工藝中,,常將箱形主梁上展設(shè)的鋼軌采用對(duì)接形式焊接成一根無(wú)縫隙的長(zhǎng)鋼軌?,F(xiàn)將實(shí)際工作中鋼軌對(duì)接焊接工藝的案例總結(jié)如下。
一,、根據(jù)鋼軌的材質(zhì)和表面硬度要求選擇焊材
1.鋼軌
起重機(jī)的小車軌道有三種:
(1)起重機(jī)鋼軌 如QU70,、QU80等。
(2)P型鋼軌 如P24,、P38,、P43等。
(3)方鋼 如:30mm×40mm,、40mm×40mm等,。
前兩種鋼軌的頂部做成凸?fàn)睿撞渴蔷哂幸欢▽挾鹊钠桨?,可增大與基礎(chǔ)的接觸面,。鋼軌的截面為工字形,具有良好的抗彎強(qiáng)度,,其含碳量,、含錳量較高, wC=0.5%~0.8%,,wMn=0.6%~1.5%,。而方鋼的材料為Q275,頂部平直,,對(duì)車輪磨損較大,,這里暫不討淪。
2.焊條
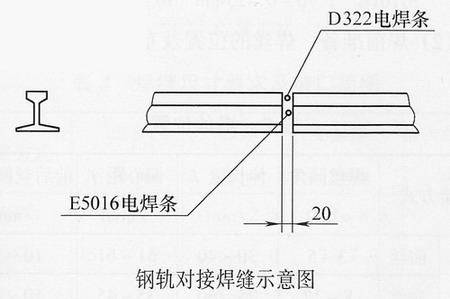
鋼軌的對(duì)接焊縫要求不進(jìn)行處理就能達(dá)到鋼軌的表面硬度,。如下圖所示,,在軌道頭部以下,用E5016焊條,;在軌道頭部用堆焊焊條D322(鉻鎢鉬釩冷沖模焊條),。這樣既經(jīng)濟(jì)又實(shí)用,不但可保證對(duì)接焊縫質(zhì)量和強(qiáng)度,,而且可使堆焊層硬度(焊后空冷)≥55HRC,。
上述兩種焊接條都是交,、直流兩用,直徑均為5mm,,焊接電流均為180~240A,,電弧電壓均為36~24V。
二,、對(duì)接焊工藝
1.工具,、材料及焊接預(yù)備
電焊機(jī)1~2臺(tái),焊炬2~3把0~300℃溫度計(jì)一只,,氧氣,、乙炔氣。焊前將焊條放在350~400℃烘箱內(nèi)烘焙1h以后,,把對(duì)接的鋼軌平放在水泥地面上支好,,對(duì)接焊縫間隙20mm,校直,、校平,,鋼軌對(duì)接表面除油、除污,、打磨及擦洗干凈,。
2.焊接操縱
由于鋼軌焊接性能較差,因此焊接工藝較為繁瑣,,要把0~300℃的溫度計(jì)固定在鋼軌上,,在間隔焊縫兩邊100mm長(zhǎng)的位置,用2~3把焊炬同時(shí)對(duì)鋼軌預(yù)熱,。當(dāng)鋼軌溫度達(dá)到230~250℃時(shí),,先用E5016焊條從鋼軌底部邊加熱邊堆焊,堆焊至軌道頭部時(shí),,在用D322焊條邊加熱邊堆焊,。焊接要中斷進(jìn)行,盡量減少焊接部位的熱量,,使焊接過程中始終保持軌道溫度230~250℃,。全部焊接完成后,還要繼續(xù)加熱到250℃,,再將鋼軌在空氣中經(jīng)過≥0.5h時(shí)間緩慢冷卻到室外溫度(30℃左右),,以防止裂紋產(chǎn)生。焊接后應(yīng)檢查焊縫處和與鋼軌銜接處有無(wú)明顯痕跡及焊后硬度,。
焊后用氣動(dòng)砂輪磨削,使鋼軌頭部的堆焊縫與原鋼軌表面保持在同一平而上,,具有同樣的表而粗糙度,。
三,、工作原理
鋼在不同的溫度下具有不同的內(nèi)部組織結(jié)構(gòu),而內(nèi)部組織結(jié)構(gòu)發(fā)生變化必然使鋼的力學(xué)性能也發(fā)生改變,。鋼軌的wC=0.5%~0.8%,,屬于亞共析鋼,在AC1線(723℃)以下時(shí),,鋼的內(nèi)部組織是鐵索體和珠光體,,這種鋼表面淬火后形成馬氏體組織,具有很高的強(qiáng)度和硬度,。
在焊接之前,,鋼軌先預(yù)熱到230~250℃,做一次低溫回火處理,,使焊縫部位的金屬冷卻后不開裂,,這時(shí)硬化層的結(jié)構(gòu)由馬氏體向回火馬氏體轉(zhuǎn)變,使鋼的內(nèi)應(yīng)力局部消除,,韌性有所增加,,而硬度幾乎不降低,也可保證鋼軌在預(yù)熱溫度下不變形,。假如預(yù)熱溫度過高,,會(huì)使原表而硬化層的馬氏體組織轉(zhuǎn)變成其他組織,比如索氏體,,導(dǎo)致鋼軌硬度降低,。
在鋼軌對(duì)接焊時(shí),隨著焊接溫度的升高,,焊接部位的回火馬氏體開始向其他組織轉(zhuǎn)變,。焊接要中斷進(jìn)行,盡量減少焊接部位的熱量,,使鋼軌焊接過程中始終保持230~250℃的溫度,。當(dāng)這一部位焊接結(jié)束,如在空氣中迅速冷卻到230~250℃,,回火脆性是經(jīng)常碰到的題目,。對(duì)一般碳鋼而言,馬氏體開始形成溫度為200~350℃,,而鋼軌是含錳元素的合金鋼,,鋼軌的馬氏體形成溫度應(yīng)為100~200℃。這就要求鋼軌全部對(duì)接焊接后,,應(yīng)加熱到230~250℃后在空氣中緩慢地冷卻,,經(jīng)過≥0.5h,溫度從230~250℃緩慢地冷卻到室外溫度,,這樣焊縫金屬才能逐步轉(zhuǎn)變成馬氏體組織,。由于焊縫部位合金與軌道整體緩慢冷卻到室外溫度,,所以使焊縫部位的內(nèi)應(yīng)力減小,表面不產(chǎn)生裂紋,。另外,,經(jīng)硬度計(jì)測(cè)試,軌道頂部焊縫達(dá)到了軌道頂部表面原來的硬度,,說明表面硬度也達(dá)到了要求,。
四、應(yīng)用效果
我公司采用上述對(duì)接焊接工藝將焊接性能較差的鋼軌成功地運(yùn)用在起重機(jī)產(chǎn)品的小車軌道制作上,。
起重機(jī)箱形主粱上展設(shè)的鋼軌采用焊接的形式對(duì)接成一根無(wú)縫隙的整根鋼軌,,可大大增加起重機(jī)箱形豐梁的剛性,既減少了主梁的拱度下?lián)献冃?,又減少了起重機(jī)小車運(yùn)行的噪聲,,使小車運(yùn)行平穩(wěn),輪壓均勻,。另外,,還減少了小車車輪磨損,延長(zhǎng)了車輪壽命,,從而延長(zhǎng)了起重機(jī)的使用壽命,,進(jìn)步了可靠性,減少了維修工作量,,節(jié)約用戶在使用中的用度,,受到用戶的好評(píng)。這種焊接工藝對(duì)大噸位,、大跨度的起重機(jī)尤為重要,。
我們相信,隨著鋼結(jié)構(gòu)廠房設(shè)計(jì)制造技術(shù)的逐年進(jìn)步,,廠房跨度越來越大,,鋼軌對(duì)接焊接工藝這項(xiàng)經(jīng)濟(jì)、實(shí)用的技術(shù)顯得越來越重要了,。











發(fā)表評(píng)論