










在工程中,起重機軌道安裝是處于機械和土建之間的一個工程領(lǐng)域,。軌道安裝往往由廠房施工方安裝,而起重機由有起重機安裝資質(zhì)的單位安裝,兩者常常脫節(jié),。在工程建設(shè)中安裝軌道軌道梁與起重機軌道安裝往往由2個專業(yè)(如土建和機械安裝)完成,兩個專業(yè)間也存在脫節(jié),。因此,起重機軌道安裝質(zhì)量難以得到確實保證,。
起重機軌道安裝的好壞直接影響到起重機的運行質(zhì)量,。只有從源頭上把握質(zhì)量關(guān),才能保證起重機軌道安裝質(zhì)量。
1起重機軌道
起重機運行軌道有起重機鋼軌,、鐵路鋼軌和方鋼,。鋼軌的頂部是凸狀的,底部是具有一定寬度的平板,增加了與基礎(chǔ)的接觸面;軌道的截面多為工字形,具有良好的抗彎強度。方鋼可以看作平頂鋼軌,由于對車輪磨損大,一般只用于起重量較小,、運行速度較慢,、工作不頻繁的起重機。鋼軌的通常用含碳,、錳較高的鋼材(C=015%~018%,、Mn=016%~115%)軋制而成。起重機軌道的典型材料為U71Mn鋼,。方鋼主要用Q275的方鋼或扁鋼制成.
起重機鋼軌是用作起重機大車及小車用的特種截面鋼軌,標準長度為9,、915、10,、1015,、11、1115,、12,、1215等8種。常見規(guī)格為QU70,、QU80,、QU100,、QU120,QU后面數(shù)字表示軌道頭部寬度。鐵路鋼軌分重軌和輕軌2種,、鋼軌規(guī)格用每米長度公稱重量表示,。重量大于30kg/m的鋼軌,屬于重軌。標準軌長度有12150m和25100m2種規(guī)格,。輕軌的量不大于30kg/m的鋼軌,通常長度5~12m,。輕軌用鋼,多是普通碳素結(jié)構(gòu)鋼的鎮(zhèn)靜鋼和半鎮(zhèn)靜鋼,為提高鋼軌的耐磨性和耐腐蝕性能,近年采用Mn、Si,、P等合金元素的低合金結(jié)構(gòu)鋼,。
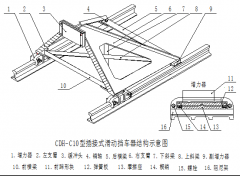
2 起重機軌道的安裝方式
用于安裝軌道的軌道梁常用的有2種:一種是鋼結(jié)構(gòu)梁,一種是混凝土預(yù)制梁?;炷令A(yù)制梁必須留有預(yù)埋孔,以備安裝時穿螺栓,或者在混凝土
預(yù)制梁中預(yù)埋螺栓,。起重機軌道的安裝方法有用壓板固定法、鉤形螺桿固定,、焊接和螺栓聯(lián)用固定等,。為了進行水平方向的調(diào)整,軌道壓板上的孔通常做成長孔,垂直方向的調(diào)整可在鋼軌下加墊。軌道壓板在設(shè)計時,要具有足夠的剛性,每塊壓板,根據(jù)受力的大小可以制成單孔的或雙孔的,。只有軌道與軌道梁或者軌道梁上固定的鋼墊板采用焊接方式連接時,車檔方可焊接在軌道上,。
3 軌道鋪設(shè)前對軌道梁的安裝要求
3.1 對混凝土軌道梁的要求(1)軌道梁制作時必須保證沿梁橫向及縱向的預(yù)留螺栓孔位置偏差≤5mm,螺栓孔直徑比螺栓直徑大2~7mm,梁頂面要求平整,但不得抹壓光滑。
(2)軌道梁的安裝偏差必須滿足下列要求,否則要調(diào)整好軌道梁后才允許用混凝土找平,。
①梁中心位置對設(shè)計定位軸線的偏差≤5mm,。
②梁頂面標高對設(shè)計標高的偏差+10mm-5mm。
③梁上預(yù)留螺栓孔及預(yù)留螺栓對梁中心的位移偏差≤5mm,。
(3)混凝土找平層的施工要求
①混凝土找平層強度等級為C30,厚度為30~50mm,。
②混凝土找平層施工前應(yīng)按要求檢查軌道梁的安裝偏差,如不符合要求,則應(yīng)調(diào)整軌道梁。
③根據(jù)軌道梁面的實測標高,確定一個合適的混凝土找平層頂面控制標高,在軌道梁上每隔214~310m設(shè)置一個控制標高的基準點,。
④用儀器測量,調(diào)整好基準點的標高,定出找平層頂面標高的基準線,然后安裝模板,清除軌道梁頂面和螺栓孔內(nèi)的雜物,并將螺栓孔上口堵住,
灑水濕潤后即可澆筑混凝土,。
⑤找平層頂面必須找平壓光,不得有石子外露和凹不平現(xiàn)象,不允許采用在表面另鋪水泥砂漿的方法找平。
⑥施工中要隨時用儀器測量檢查,找平層頂面必須滿足下列要求:螺栓處400mm寬度范圍內(nèi)頂面不水平度≤5mm;任意610m長度內(nèi)務(wù)螺栓處頂面標高差±3mm;沿全長各螺栓處頂面標高差±5m,。
⑦混凝土采用機械攪拌,施工時應(yīng)加強養(yǎng)護,當混凝土試塊達到75%強度設(shè)計值,方可進行軌道安裝工作,。
3.2 對鋼結(jié)構(gòu)軌道梁的要求
(1)軌道梁的跨中垂直度≤h/500,h為軌道梁的梁高。
(2)軌道梁的水平旁彎≤l/1500,且凈10mm,l為軌道梁的梁長,。
(3)軌道梁垂直方向上拱≤10mm,。
(4)軌道梁中心位置對設(shè)計定位軸線的偏差≤5mm,如不符合要求,則應(yīng)調(diào)整軌道梁定位后,才能安裝軌道。
(5)同跨內(nèi)同一橫截面軌道梁頂面高度差在支座處≤10mm,其他處≤15m,。
(6)同列相鄰2柱間軌道梁頂面高度差≤l/1500,且≯10mm,l為軌道梁的梁長,。
(7)相鄰2軌道梁接頭部位,2軌道梁頂面高度差≤1mm,中心側(cè)向錯位≤3mm。
4 起重機軌道接頭
4.1 焊前準備
起重機軌道接頭焊接前,應(yīng)仔細清理坡口及附近的油,、銹等污物,直到露出金屬光澤,。焊材依據(jù)等強原則,匹配堿性焊條,其牌號J857(國家標準4.2 軌道焊接變形的控制鋼軌端頭預(yù)先墊起的高度,依鋼軌的品種,、長度和固定情況以及環(huán)境溫度等因素而定,采用預(yù)先,用紫銅墊板及碳鋼板將鋼軌端頭墊起30~40mm,利用已制作好的螺栓和壓板等聯(lián)接件,擰緊螺帽使鋼軌固定在軌道梁上,每一鋼軌接頭附近至少設(shè)置4處固定點。當焊完軌底部以后,松開壓板,將鋼軌端頭的墊起部分降低到20mm,再擰緊壓板螺帽,。當焊接軌腰部分時,逐漸降低墊板高度,當軌腰部分焊完時,應(yīng)拆除全部墊板,并松開壓板,此時軌道接頭處應(yīng)有很小的上翹值,在施焊軌頭過程中,根據(jù)鋼軌恢復(fù)平直的情況,決定是否再擰緊壓板螺母,。在全部施焊過程中,必須隨時用直鋼板尺檢查鋼軌接頭的變形情況,隨時調(diào)整接頭的高度和緊松壓板來控制鋼軌接頭的變形。在施焊前固定鋼軌接頭時,2根鋼軌端頭之間所留的間隙是上寬下窄,以軌底間隙為準,不得小于12mm,也不宜過寬,一般控制在15~18mm范圍內(nèi),。在調(diào)整固定鋼軌接頭時,除了保證端頭間隙的尺寸以外,還必須使2根鋼軌端頭對齊,不得有歪扭和錯開等現(xiàn)象,。在焊接前與施焊過程中,應(yīng)嚴格檢查并確保2根鋼軌中心線的位置在一條線上,以防止軌道焊接完畢時,通常有彎曲不直現(xiàn)象發(fā)生。用彎鉤螺栓固定的鋼軌,焊接其軌道接頭時,可根據(jù)具體情況參照上述方法,設(shè)置臨時卡具固定鋼軌,以便焊接,。
4.3 焊接
焊接軌道接頭的順序是由下而上,先軌底后軌腰,、軌頭,逐層逐道進行堆焊,最后修補周圍。2根軌道端頭的范圍各為40mm,同時進行預(yù)熱,預(yù)熱及層間溫度控制在300℃~350℃,。第一層焊接(打底):電流120A~130A,以防止永久性碳鋼墊板燒穿而將紫銅墊板熔化,從而減少剔除紫銅墊板的難度,縮短軌道空冷時間,以利于保持層間溫度,防止淬火;以后各層可以使用(130±15)A,每層焊完必須焊渣清除干凈才能繼續(xù)施焊;
軌腰焊接:電流130~140A,從腰下部向上施焊,注意清渣,。
軌頭焊接:電流130~140A,將紫銅托板安裝好后開始焊接,注意每層清渣一次;最后,對焊縫周圍未焊飽滿處進行補焊處理。
4.4 軌道焊接過程中的注意事項
在施焊每層焊波時,尤其在施焊軌底的每層焊波時,應(yīng)使用l根焊條焊完,中間避免接用焊條而斷弧,前后2層焊波的施焊方向應(yīng)相反;每個軌道接頭的焊接工作應(yīng)連續(xù)進行,以使軌端頭保持在較高溫度下焊接(300℃~350℃),。在焊接后,當消除應(yīng)力熱處理后尚未冷卻前,須防雨水等淋濕;燒熱的紫銅板可以取下沾水冷卻,以便于下次再用,。
4.5 消除應(yīng)力熱處理(火焰加熱法)
鋼軌端頭在焊接完成后的消除應(yīng)力熱處理是提高焊接質(zhì)量的重要措施,對于在比較低的溫度下如冬季施工等情況下),進行焊接的軌道,必須采用
這項措施;消除應(yīng)力熱處理均采用氣焊噴嘴圍繞軌頭、軌腰和軌底反復(fù)進行加熱,應(yīng)盡可能使軌道全截面加熱均勻,要特別注意軌底的加熱質(zhì)量,。消除應(yīng)力熱處理溫度為620℃~650℃,從焊縫中心算起兩側(cè)各為40mm作為消除應(yīng)力熱處理的范圍;消除應(yīng)力熱處理的溫度達到后,恒溫加熱必須保證在20~30min以上,用針刺毯保溫棉包好,保溫緩冷,直到常溫,。
4.6 軌道接頭的磨平處理
鋼軌焊接接頭已消除應(yīng)力熱處理并冷卻到大氣溫度以后,對軌道頂面和兩側(cè)面的焊縫進行磨平處理。當焊接凸起過大時,用砂輪磨光機進行打磨處理,直到與軌頭齊平,最后將表面磨光,。
5 廠房伸縮縫處軌道接頭處理
廠房伸縮縫處軌道接頭處理通常有2種:一種采用夾板或魚尾板連接,軌道采用45°斜接頭,間隙為10mm,。另一種采用按軌頭外形加工的拼接夾板連接,間隙為50mm,。











發(fā)表評論