










鋼軌是鐵路線路的重要組成部分,,其質(zhì)量的好壞直接影響到列 車運(yùn)行的安全性和平穩(wěn)性,因此,,必須及時(shí)對(duì)鋼軌病害進(jìn)行消除或 修復(fù),,保證鐵路運(yùn)輸安全。
1 鋼軌主要病害分析
1.1 鋼軌病害類型,。鋼軌病害主要包括波形磨耗,、側(cè)磨,、肥邊和 鋼軌接觸疲勞損傷。波形磨耗會(huì)引起很強(qiáng)的輪軌動(dòng)力作用,,使列車 產(chǎn)生劇烈震動(dòng)和噪聲,,加速機(jī)車車輛的損壞。 鋼軌側(cè)磨主要是小半徑曲線的外股鋼軌側(cè)磨和直線鋼軌的交 替?zhèn)饶?。在提速線路中,,直線鋼軌出現(xiàn)不均勻側(cè)磨形成周期性軌道 不平順,導(dǎo)致提速機(jī)車車輛搖晃,。 鋼軌肥邊主要是在曲線外股鋼軌和直線鋼軌軌頂內(nèi)側(cè)被壓潰 后所產(chǎn)生的,,會(huì)導(dǎo)致輪對(duì)的蛇形運(yùn)動(dòng),增大輪對(duì)運(yùn)轉(zhuǎn)阻力,。 鋼軌接觸疲勞損傷主要是由于金屬接觸疲勞強(qiáng)度不足和車輪 的重復(fù)作用,,最終形成接觸疲勞損傷。疲勞裂紋形式有接觸疲勞裂 紋和軌頭掉塊,、剝離等,。
1.2 鋼軌病害產(chǎn)生的原因。列車的運(yùn)行狀態(tài)是一個(gè)由多種獨(dú)立 運(yùn)動(dòng)疊加而成的復(fù)雜運(yùn)動(dòng),,鋼軌承受垂向力,、橫向力、縱向爬行,、溫 度和制動(dòng)力的作用,,因此鋼軌病害的產(chǎn)生主要是受鋼軌作用力和鋼 軌材質(zhì)的影響,。爬行力和制動(dòng)力都是摩擦力,,與輪軌材料和車輪垂 向載荷有關(guān)。 2 鋼軌打磨目的及方式 鋼軌打磨是通過打磨裝置 (打磨砂輪) 清除軌頭表面金屬的過 程,。
2.1 鋼軌打磨的目的,。鋼軌打磨的目的在于消除鋼軌的波形磨 耗、側(cè)磨,、肥邊和控制鋼軌的接觸疲勞等病害,,恢復(fù)軌廓形狀,改善 輪軌關(guān)系,。延長鋼軌更換周期,,降低鋼軌使用成本;改善輪軌接觸關(guān) 系,,減小輪軌動(dòng)力作用,,提高列車運(yùn)行的平穩(wěn)性和乘客的舒適性;降 低輪軌噪聲,,減少對(duì)軌道結(jié)構(gòu)和機(jī)車車輛的損傷,,降低軌道線路和 機(jī)車車輛的維修成本,。
2.2 鋼軌打磨方式。鋼軌打磨方式分為修復(fù)性打磨和預(yù)防性打 磨兩種,。
2.2.1 修復(fù)性打磨,。修復(fù)性打磨主要是消除病害,恢復(fù)軌廓 形狀,。修復(fù)性打磨可分為矯正性打磨和維護(hù)性打磨,。打磨一般要經(jīng) 歷三道工序:第一道工序就是清除鋼軌表面已有的缺陷,第二道工 序是將變形的軌頭整形,,最后一道工序是將軌頭打磨成所要求的形 狀,。
2.2.2 預(yù)防性打磨。預(yù)防性打磨是在缺陷形成前進(jìn)行的經(jīng)常性維 護(hù),,對(duì)于不同的病害要采取不同的處理措施,。預(yù)防性打磨是將軌頭 打磨成適應(yīng)線路運(yùn)行條件的形狀(不同線路根據(jù)使用情況的不同需 要打磨成的軌頭形狀也不同),預(yù)防性打磨是根據(jù)需要將軌頭打磨 成一個(gè)特殊形狀,,而不是簡(jiǎn)單地恢復(fù)到原來的外形,。
3 鋼軌打磨工藝制定 3.1 原則。
3.1.1 為了制定合適的打磨工藝,,首先要了解鋼軌病 害的類型,、產(chǎn)生的原因,并根據(jù)線路鋼軌的實(shí)際使用狀況,,結(jié)合鋼軌 打磨列車的性能,,制定適合的最佳打磨工藝。
3.1.2 鋼軌打磨要與線 路綜合維修有機(jī)的結(jié)合,,在線路維修后立即進(jìn)行鋼軌打磨,,以防止 新的短波不平順的產(chǎn)生。
3.1.3 鋼軌打磨的標(biāo)準(zhǔn)是打磨后列車運(yùn)行 時(shí)能在鋼軌定面中心處產(chǎn)生 15~25mm 的光帶,,而且要實(shí)現(xiàn)車輪與 鋼軌的兩點(diǎn)接觸,。
3.1.4 波磨深度小于等于 0.5mm,肥邊厚度小于 1mm 時(shí),,采用預(yù)防性打磨,;波磨深度大于 0.5 mm,肥邊厚度大于 1mm 時(shí),,采用修復(fù)性打磨,。
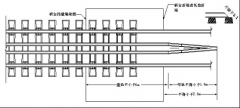
3.1.5 鋼軌打磨區(qū)域。GAUGE(+)表示鋼軌 的軌距角一側(cè)(內(nèi)側(cè)),,F(xiàn)IELD(-)表示鋼軌的外側(cè),。0°-45°表示從鋼 軌的中心線 0°到偏向鋼軌內(nèi)側(cè) 45°范圍。這也是線路打磨列車的 打磨單元向內(nèi)側(cè)偏轉(zhuǎn)的最大角度。相反 0~-45°表示是鋼軌中心 線的 0°到鋼軌外側(cè) 45°范圍,,但 PGM-48 型線路打磨列車外側(cè)打 磨最大角度為 30°如圖 1,。 3.2 修復(fù)性鋼軌打磨工藝(PGM-48 型線路打磨列車)。修復(fù)性打 磨主要是消除病害,,恢復(fù)軌廓形狀,。
3.2.1 消除肥邊。肥邊情況不是很 嚴(yán)重時(shí),,采用單側(cè) 24 個(gè)打磨單元均勻分布在內(nèi)側(cè) 20°~內(nèi)側(cè) 45° 范圍內(nèi)的打磨方式,。肥邊情況較嚴(yán)重時(shí),采用 24 個(gè)打磨單元全部為 45°的打磨方式,。
3.2.2 消除波磨,。從內(nèi)側(cè) 25°~內(nèi)側(cè) 9°均勻分布 24 個(gè)砂輪。此模式可以消除鋼軌頂面一定量的波磨,,改善車輪踏面 和鋼軌接觸,,在鋼軌頂面中心形成 15~25 mm 寬的光帶,減緩了列 車的“蛇行運(yùn)動(dòng)”,,同時(shí)消除打磨軌距角時(shí)產(chǎn)生的棱角,。
3.2.3 外側(cè)模 式:24 個(gè)打磨單元分布在外側(cè) l5°~外側(cè) 30°之間,主要是針對(duì)垂 直磨耗較嚴(yán)重,,光帶變寬的鋼軌,。
3.2.4 頂面模式:24 個(gè)打磨單元分 布在內(nèi)側(cè) l5°~外側(cè) 15°之間,主要針對(duì)鋼軌頂面波磨,、細(xì)小裂紋 及魚鱗傷病害的打磨,。
3.3 預(yù)防性鋼軌打磨工藝。
3.3.1 控制鋼軌側(cè)磨,??刂戚嗆壪嗷プ?用和接觸力是有效降低側(cè)面磨耗的手段,要求優(yōu)化鋼軌對(duì)機(jī)車車輛 的導(dǎo)向作用,,兩點(diǎn)接觸的打磨理論可以達(dá)到這個(gè)目的,。
3.3.2 控制鋼 軌疲勞,。預(yù)防性打磨的第二個(gè)作用是控制鋼軌表面的疲勞,,尤其是 曲線軌道軌頭內(nèi)側(cè)的疲勞缺陷。當(dāng)輪軌一點(diǎn)接觸時(shí),,輪軌接觸附近 應(yīng)力高度集中,,容易造成軌頭疲勞、魚鱗傷,、裂紋和剝落,。
3.3.3 控制 波磨。預(yù)防性打磨的第三個(gè)作用是控制波磨,尤其是在控制以貨運(yùn) 為主重載運(yùn)輸線曲線下股上的短波磨耗效果明顯,。短波磨耗常常出 現(xiàn),,預(yù)防性打磨是控制波磨的有效方法。
3.4 打磨遍數(shù),。在打磨之前首先要確定打磨遍數(shù),,進(jìn)而才能確定 每一遍要打磨的部位及與此相應(yīng)的磨頭的角度和壓力。打磨遍數(shù)要 根據(jù)現(xiàn)場(chǎng)鋼軌的損耗程度,、打磨車的車況有施工負(fù)責(zé)人現(xiàn)場(chǎng)決定,。 預(yù)防性鋼軌打磨遍數(shù)一般控制在 3 遍,鋼軌切削量較小,。修復(fù)性打 磨主,,打磨遍數(shù)一般定為 5 遍。 綜上所述,,隨著我國鐵路技術(shù)的高速發(fā)展,,鋼軌打磨技術(shù)在線 路的養(yǎng)護(hù)中的作用越來越重要了,既有線的高速重載,、客貨混跑,,高 鐵線路應(yīng)用鋼軌打磨列車在線路開通前對(duì)鋼軌預(yù)打磨、開通后對(duì)鋼 軌預(yù)防性打磨及修復(fù)性打磨等對(duì)線路的安全運(yùn)行十分必要,。所以我 們要加強(qiáng)這方面的研究和試驗(yàn),,制定各種合理的鋼軌打磨工藝,為 新建客運(yùn)專線順利開通和已有線路安全平穩(wěn)運(yùn)行提供保障,。
技術(shù)資料
聯(lián)系方式
電話:0537-2171596
手機(jī):18853736667(許)
地址:濟(jì)寧共青團(tuán)路西鑫聲玉城
網(wǎng)址:mgyy520.com
手機(jī):18853736667(許)
地址:濟(jì)寧共青團(tuán)路西鑫聲玉城
網(wǎng)址:mgyy520.com
最新資訊
+ MORE- ? 7541機(jī)車閘瓦斷裂的情
- ? 閘瓦熔渣
- ? 閘瓦的使用實(shí)例
- ? 成貴高鐵鴨池河特大
- ? 京張高鐵南站特大橋
技術(shù)資料
+ MORE最新產(chǎn)品
+ MORE鋼軌打磨技術(shù)應(yīng)用淺談
發(fā)表時(shí)間:2018-06-28 12:18 作者:admin 來源:未知 瀏覽:











發(fā)表評(píng)論