










一,、我國既有線鋼軌現(xiàn)狀分析
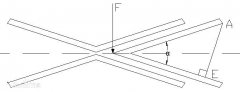
我國鐵路軌底坡明顯偏?。?:40),新鋼軌鋪設上道與車輪未磨合時,,直線鋼軌車輪走形光帶在距離軌距側10~30mm范圍內(nèi)(軌面R80起點至R300約5mm),,曲線鋼軌上股光帶則更趨近軌距角,當鋼軌較軟,、列車輪重較大時,,隨著車輪的不斷滾動碾壓鋼軌軌面被磨損,光帶逐漸變寬至整個軌面,,輪軌通過自然磨損而磨合,逐漸形成共形接觸,,見圖1

圖 1 鋼軌磨合后的軌面狀態(tài)
而當鋼軌較硬,、輪重較小,又未能及時進行大機打磨時,,輪軌接觸長期在軌距側,,會導致在該部位形成滾動接觸疲勞傷損(RCF),容易在軌距角部們產(chǎn)生裂紋或剝離掉塊,,見圖2~圖3所示,。

圖2 既有線鋼軌在軌距角部位產(chǎn)生剝離掉塊

圖3 既有線鋼軌軌面裂紋(PD3)鋼軌
綜上所述,按照效益最大化原則,,應該及時的進行預防性打磨,,使鋼軌形成適合輪軌接觸的軌頭形面,去除鋼軌表面脫碳層和施工造成的軌面?zhèn)麚p,,車輪走行光帶居中,,提高軌道的平順性,。
二、鋼軌打磨方式的對比
秦沈線新軌打磨程序:①號打磨模式:角度排列從45°~33°重疊分配24個砂輪,,主要目的是增加切削量打磨車輪與鋼軌內(nèi)側作用邊的接觸部位,。②號打磨模式:角度排列從44°~22°均勻分配24個砂輪,主要目的是打磨鋼軌內(nèi)側作用邊,,并且比對①號打磨模式擴大角度和進行圓順,。③號打磨模式:角度排列從23°~0°均勻分配24個砂輪,主要目的是連接②號打磨模式擴大打磨面積到0°,,可根據(jù)實際情況減小或增加打磨功率以達到最佳光帶效果,。④號打磨模式:角度排列從0°~負22°均勻分配24個砂輪,主要目的是連接③號打磨模式完成整個鋼軌打磨,,以上4種打磨模式打磨后即完成鋼軌基本打磨,,打磨時打磨速度(12-14km/h),打磨功率(11-13kw),,根據(jù)打磨地點鋼軌實際情況增減,,使其達到最佳打磨效果。⑤號打磨模式:不設固定打磨模式,。根據(jù)鋼軌本身硬度等不同的特殊性,,針對鋼軌打磨4遍后出現(xiàn)的不圓順等情況進行第5遍完善性打磨,具體模式根據(jù)實際情況有針對性的選擇打磨模式,,特殊情況可現(xiàn)場臨時編排打磨模式進行打磨,。由此可見,秦沈線鋼軌打磨,,在軌距角R13部位打得較多,。
高速鐵路鋼軌的打磨程序:高速鐵路鋼軌的打磨不同于重載鐵路,也不同于既有繁忙干線,,其作用不同,,周期和打磨方式也不同。
對我國高速鐵路而言,,通過預打磨形成輪軌匹配的合理的鋼軌形面后,,可以采用軌頭全廓面打磨,提高平順性,,減少噪音,,其打磨周期可以按通過總重3000-6000萬噸1次。每次4-6遍,。嚴格要求表面
日本高速鐵路鋼軌的打磨:通過預打磨改善行車條件,,延長鋼軌使用壽命;減少噪音,;周期一般不更換鋼軌后1年內(nèi)必須打磨,;住宅密集區(qū)1年或3000萬噸打磨一次,,其次按居民相對密度分為3000萬噸-6000萬噸打磨1次;每次打磨4-6遍,;
德國高速鐵路鋼軌打磨,,每4年1次;
法國高速鐵路鋼軌打磨,,根據(jù)軌面?zhèn)麚p情況決定,;
三、我段配合打磨施工的安排
我段在近幾年的打磨施工中,,根據(jù)現(xiàn)場實際情況,,積極與打磨隊溝通,對不同區(qū)段制訂不同的打磨方案,,本著立足實際,、質(zhì)量第一、兼顧效率的原則,,取得較好的效果,。
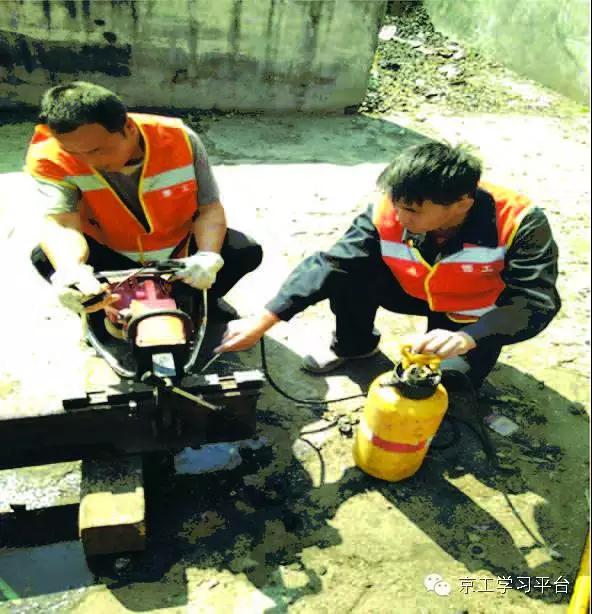
首先,鋼軌打磨施工開始前一周,,由技術科組織各車間對打磨地段鋼軌波磨深度,、肥邊厚度等情況進行檢查測量,在每股鋼軌每公里設置不少于10個測量點,,測量點要均勻分布,,并做好標記,測量數(shù)據(jù)及時提供給打磨隊,,打磨隊根據(jù)所提供資料,,協(xié)商后確定打磨方式及打磨遍數(shù)。各線路車間在施工前要及時整治低接頭,、鋼軌錯牙等鋼軌病害,,對焊接接頭軌面平直度進行檢查,當焊接接頭平直度超過+0.5mm/m時,,應采用小型打磨設備對焊接接頭進行局部打磨。
打磨施工前應清除道床和軌道邊易燃物品,,避免打磨施工時引起火災,。打磨車作業(yè)區(qū)段根據(jù)現(xiàn)場實際情況配置足夠滅火人員,發(fā)生險情立即采取有效措施,,防止火情蔓延,,如果打磨地段存在較大隱患,應提前做好防火措施和滅火準備,。雙線地段打磨車作業(yè)時鄰線作業(yè)人員要停止作業(yè),,注意保護眼睛和人身安全,。打磨施工中,每打磨一遍都要加強對打磨效果的現(xiàn)場檢查與反饋,,及時通過駐隊人員與打磨隊溝通每一遍的打磨效果,,以便及時改變打磨模式,為有效消滅鋼軌病害提供技術支持,。
針對鋪設時間短,、狀態(tài)較好的鋼軌,如下圖所示

圖4 直線區(qū)段輪軌接觸光帶
為了形成預打磨廓面以及保證打磨后軌面的粗糙度,,對48磨頭的打磨車,,通常需要3遍左右,具體打模方式為:第一遍重點內(nèi)側軌距角(40°-10°),,第二遍內(nèi)外側,,第三遍軌頂面,

圖5 打磨后車輪走行光帶居中,,寬度25~40mm
針對狀態(tài)較差,、肥邊嚴重的鋼軌,如下圖所示
圖6 隴海線下行593+950(打磨前)
為了消除鋼軌頂面嚴重的波磨及內(nèi)側鋼軌肥邊,,盡可能恢復鋼軌標準斷面,,通常需要4-6遍左右,具體打磨方式為:第一遍33號打磨模式:角度排列從45°重疊分配24個砂輪,,主要目的是增加切削量,,打磨鋼軌內(nèi)側作用邊肥邊。第二遍2號打磨模式:角度排列從44°~22°均勻分配24個砂輪,,主要目的是打磨鋼軌內(nèi)側作用邊,,并且比對33號打磨模式擴大角度和進行圓順,在鋼軌頂面形成25-30mm寬的光帶,,可根據(jù)實際情況增加該模式的打磨數(shù)量,,第三遍15號打磨模式:角度排列從23°~0°均勻分配24個砂輪,主要目的是連接2號打磨模式擴大打磨面積到0°,,可根據(jù)實際情況減小或增加打磨功率以達到最佳光帶效果,。第四遍打磨模式:不設固定打磨模式。根據(jù)鋼軌本身病害及硬度等不同的特殊性,,針對鋼軌打磨后出現(xiàn)的不圓順等情況進行完善性打磨,,打磨時打磨速度(15-20km/h),打磨功率(13-15kw),,根據(jù)打磨地點鋼軌實際情況增減,,使其達到最佳打磨效果。具體模式根據(jù)實際情況有針對性的選擇打磨模式,特殊情況可現(xiàn)場臨時編排打磨模式進行打磨,。

圖7 隴海線下行593+950(第1遍后)

圖8 打磨后車輪走行光帶居中,,寬度25~40mm
四、打磨的檢驗和驗收
采用廓面儀對打磨廓面進行檢查,,確定是否符合打磨廓面設計要求,。采用軌頭廓面模板,確定鋼軌打磨后車輪走行光帶寬度是否在20~30mm之間,,光帶是否嚴格居中,。打磨后焊頭平直度應達到規(guī)定要求:軌頂面垂直方向小于等于0.2mm/1m。打磨面的粗糙度小于10µm,。磨面寬度應達到以下要求:軌距角圓弧R13~R80處≤4mm,,R80處≤7mm,R300處≤10mm,,從打磨區(qū)域向非打磨區(qū)域的過渡要平滑無臺階,。鋼軌軌面應無連續(xù)的發(fā)藍帶,軌頭軌面渾然一體 ,打磨后車輪走行光帶必須居中。
五,、結束語
隨著列車的提速和車流密度的加大,,不但對軌道幾何尺寸有較高的要求,而且對鋼軌的平順性也有了更高的要求,,但就目前既有線的現(xiàn)狀而言,,單靠保養(yǎng)車間的鋼軌修理遠遠不能滿足鋼軌平順性的要求,對此類病害也沒有良醫(yī)妙藥,,因此合理安排大機維修管理模式和作業(yè)方式,,按照打磨早、打磨小,、周期長的規(guī)律,,把線路換軌大修、線路維修和鋼軌打磨車有機結合起來,,線路大修,、大機搗固和鋼軌預防性打磨統(tǒng)籌安排,合理使用,,不但可以大大降低維修工作量,,相應節(jié)約生產(chǎn)成本,延長質(zhì)量領儲備期,,符合效益最大化原則,,而且對及時消除鋼軌病害、提高軌道平順性和線路質(zhì)量非常重要,。









發(fā)表評論