










隨著鐵路高速重載趨勢的發(fā)展,鋼軌的波形磨耗和因接觸疲勞而產生片狀剝落,、開裂等病害呈上升趨勢,。鋼軌打磨作為解決鋼軌表面缺陷、控制輪軌接觸位置和控制鋼軌外形的手段,,應用越來越廣泛,。不管是對于除去鋼軌表面缺陷還是保持鋼軌合適的外形輪廓、保證行車穩(wěn)定性來說,,鋼軌打磨都是經濟和實用的技術,。首先對線路常見的鋼軌病害做了分類說明,并針對各種病害產生的原因,,危害做了分析,,指出了鋼軌打磨的重要性。接著以廣鐵集團使用的PGM-96C型鋼軌打磨13241#列車的打磨作業(yè)為例作了簡要介紹,,從打磨方法,、打磨工藝等方面進行了分析,并從一次切削量,、打磨速度,、打磨遍數(shù)、打磨功率,、磨頭水平橫移量及偏轉角度等方面來研究如何提高鋼軌打磨作業(yè)的質量,。
中國論文網(wǎng) http://www.xzbu.com/2/view-4309926.htm
關鍵詞:鋼軌病害,;鋼軌打磨重要性;打磨方法,;打磨工藝
中圖分類號:TB 文獻標識碼:A 文章編號:16723198(2013)11017702
0 引言
隨著我國鐵路提速,,高速、重載線路的發(fā)展,,鋼軌的接觸疲勞傷損現(xiàn)象越來越普遍且日趨嚴重,。這些傷損的大量出現(xiàn),影響了列車的行車安全,,有時還會造成鋼軌斷裂,,列車脫軌等重大事故,危害極大,。分析鋼軌的接觸疲勞傷損類型和傷損原因,,找出防治措施,對于我國鐵路事業(yè)的發(fā)展具有十分重要的意義,。
1 鋼軌主要病害分析
1.1 鋼軌的縱向變形
鋼軌的縱向變形表現(xiàn)為周期性的波浪磨耗,。
(1)波長非常短(波長30~100mm)“極短周期波形”的變形多發(fā)生于鐵路直線部份,。在160公里/小時速度下的運行線路,,鐵軌的不規(guī)則沖擊所成形。
圖1 極短波距波形(30~100mm)(2)短波長(波長100~300mm)變形常在發(fā)生在鐵路的曲線區(qū)段,,通常發(fā)生于短軌一側的軌道,。它可以解釋為:轉彎時固定在車軸上的兩個車輪所碾過的長度不一樣所造成的。
圖2 短波距波形(100~300mm)(3)長波(波長300~1000mm)變形通常是由鐵路上只有單一型號的車輛運行所造成的,。
圖3 長波距波形(300~1000mm)(4)較長波(波長1000~2500mm)的變形也許與鐵軌的制造工藝有關,。
(5)實際上,,會幾種波長的變形,,經常會同時出現(xiàn)在鋼軌同一部位。
我單位所使用的PGM-48型DM01,、DM02車磨石直徑為254mm,,故在打磨作業(yè)過程中可很好的消除波長在250mm以下的波浪形磨耗,而對于波長超過250mm的長波浪型磨耗則只能盡量改善其磨耗程度,,減小因長波浪形磨耗造成的損失,,并不能徹底消除掉。
1.2 獨立的缺陷
圖4 道碴的印痕
圖5 塌陷(儒變,、黑色斑點)(1)鋼軌的這些獨立缺陷會在每一次車輪通過時產生一次沖擊,,隨之產生一個數(shù)倍于正常情況下的負載。因此,鐵軌受到很高的壓力,。一般情況下這種損傷還會進一步擴展,,有些情況下會導致鐵路失效。
?。?)不僅鐵軌受影響,,鐵軌還不能全部吸收這種由沖擊產生的能量。這些沖擊會持續(xù)地傳遞給線路,。固定位置的損傷會影響軌墊和枕木,。最后,形成道床局部下沉,,路基失去其穩(wěn)定性,。
1.3 鋼軌的橫向截面變形
鋼軌的橫截面變形對線路運行起著重要作用,是由于大載重量列車長期運行碾壓造成的鋼軌橫向面變形,。車輪與鐵軌的接觸點決定了運行中表面和內部的應力,。車輪與鋼軌的不正確接觸,會導致車輪與鋼軌的疲勞損害,。
圖6 工作面邊緣塑性變形(邊緣肥邊)2 鋼軌打磨的重要性
隨著鐵路大提速和高鐵動車組的開行,,列車的軸重、密度及行車速度都在不斷提高,,在運輸繁忙的重載線路上,,由于鋼軌病害的影響,列車通過時引起軌道的強烈振動,,造成線路石碴溜坍,、扣件松動、膠墊板損壞,、道床板結等病害,使線路水平,、方向,、高低難以保持,由此產生的鋼軌傷損和磨耗也在急劇增加,,線路保養(yǎng)周期和鋼軌壽命大大縮短,,嚴重時甚至影響行車安全。
對鋼軌進行打磨維修,,不僅能夠恢復良好的鋼軌軌頭踏面和正常的軌頭斷面形狀,,使鋼軌的幾何尺寸修復到理想狀態(tài),還能防止鋼軌波磨,、剝離等疲勞傷損的形成與發(fā)展,,改善輪軌接觸狀態(tài),提高鋼軌表面硬度,延長鋼軌使用壽命和線路的維修周期,,增大牽引力,,減少列車運行時對軌道的沖擊,提高列車運行的平穩(wěn)性和舒適度,。因此,,鋼軌打磨作業(yè)的質量直接影響運輸生產安全,提高打磨質量意義十分重大,。
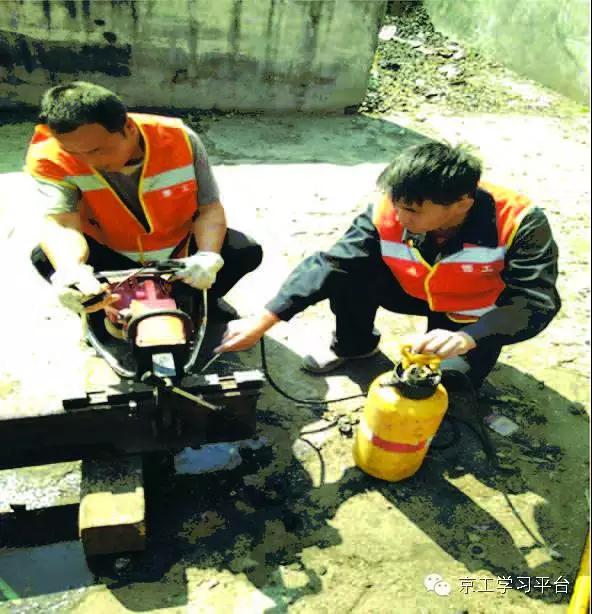
3 鋼軌打磨作業(yè)概述
鋼軌打磨主要是通過打磨列車對鋼軌頭部滾動表面的打磨,,以消除鋼軌表面不平順、軌頭表面缺陷及將軌頭輪廓恢復到原始設計要求,,從而實現(xiàn)減緩鋼軌表面缺陷的發(fā)展,,提高鋼軌表面平滑度,降低輪軌噪音,,延長鋼軌使用壽命的目的,。
鋼軌打磨常用的方式有兩種:預防性打磨和修復性打磨。另外還有特殊性打磨,,但不常用,。
預防性打磨主要是對新修線路或病害不嚴重的既有線路采取的打磨方式,可以消除鋼軌頂面初始不平順,,改善輪軌關系,。打磨遍數(shù)一般控制在3遍,鋼軌切削量較小,。
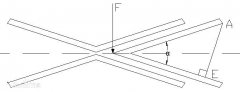
如圖7,,角度模式設置為:第一遍打外側的角度范圍為-30°~2°,第二遍打內側的角度范圍為2°~45°,,第三遍打頂?shù)慕嵌确秶鸀?8°~13°,。
圖7 預防性打磨示意圖
圖8 修復性打磨示意圖而進行周期預防性打磨的時候,有些路段會有輕微的肥邊,,表面擦傷等病害出現(xiàn),,考慮到經濟因素以及打磨質量等,我們有時會采用一遍內側(2°~45°),,一遍大角度頂面(-15°~15°),,一遍小角度頂面(-5°~8°)的打磨方式。
修復性打磨主要是鋼軌縱,、橫斷面已出現(xiàn)較嚴重波磨,、側磨等鋼軌缺陷進行適時修理的一種打磨方式,其目的是消除鋼軌頂面嚴重的波磨及曲線下股鋼軌飛邊,,盡可能恢復鋼軌標準斷面,,延長鋼軌使用壽命,,打磨遍數(shù)一般定為5遍,如圖8,。其角度設置為:第一遍外側的角度范圍為-25°~2℃,,第二遍小范圍內側的角度范圍為45°~12℃,第三遍大范圍內側的角度范圍為45°~2℃,,第四遍小范圍頂?shù)慕嵌确秶鸀?4°~7℃,,第五遍大范圍的角度范圍為-8°~12℃。 上面講的兩種打磨模式,,都是一般的模式,,具體的打磨模式還是要看鋼軌的具體狀況設定,波磨大點,,我們就對頂部功率和遍數(shù)可以增加,,肥邊嚴重,我們就對內側的功率和遍數(shù)增加,。
特殊性打磨主要是為了實現(xiàn)特殊的鋼軌斷面形狀而采取的打磨方式,。
4 如何提高鋼軌打磨作業(yè)的質量
下列幾個標準可以用來描述打磨完工的鋼軌質量:
(1)徹底清除了短波痕,,包括硬斑,;
(2)減少或降低長波痕,,達到允許誤差內(如果該操作對商業(yè)運營有價值的話),;
(3)橫向輪廓達到所希望輪廓的允許誤差內,;
?。?)形成足夠多的打磨面,不至于在輪廓上形成脊角,;
?。?)可以接受的表面粗糙度;
?。?)鋼軌表面沒有大的色差(藍色是因為過熱形成的),。
影響鋼軌打磨質量的幾個主要因素分別是:一次切削量、打磨速度,、打磨遍數(shù)、打磨溫度,、打磨功率,、磨頭水平橫移量及偏轉角度。
?。?)一次切削量,。
一次切削量又叫一次打磨深度,是指為恢復鋼軌表面輪廓而在作業(yè)中應對磨耗鋼軌切削的深度。在已有波浪磨耗的鋼軌上,,究竟打磨的金屬層厚度為多少最合理就要按照實際作業(yè)情況來定了,。
廣鐵集團從2009年開始先后共引進了五臺PGM-96C型鋼軌打磨列車,該車是由襄樊金鷹軌道有限公司與美國HTT公司合作生產的最新型打磨列車,,較以往的PGM-48型打磨列車有更高的效率及更完美的施工工藝,。集團從1998年引進第一臺PGM-48型鋼軌打磨列車至今已有16年的打磨列車使用歷史,在打磨車的運用方面積累了一定的經驗,。下面就以廣鐵集團使用的13241#PGM-96C型鋼軌打磨車為例:
13241#打磨列車理論上一次打磨量在打磨速度為18km/h時每個磨頭的平均切削量為0.02mm,。切削量與鋼軌硬度、打磨模式,、磨石質量以及工作走行速度有關,。13241#在行進預防性打磨的時候,一般設定在打磨三遍,,打磨速度為16-18 km/h為最好,;在對鋼軌最小的磨削量的前提下既達到了鋼軌表面輪廓的要求又降低了施工成本。
?。?)工作走行速度,。
打磨車理論上的工作走行速度為10-25km/h,原廠設定最高打磨速度為25 km/h,。但在實際中我們一般設安全保護速度為10km/h,,當打磨車速度低于10 km/h時,會發(fā)出警報聲并自動提起所有磨頭,。工作走行速度與磨削量成線性關系,,同等壓力下速度增加,磨削量減少,。工作走行速度不能太高,,過高時引起磨頭在鋼軌上滑擦,影響打磨效果,,過低會導致磨頭在軌頂停留,,造成鋼軌表面燒傷或者打壞鋼軌,因此在13241的現(xiàn)場施工中應保持工作走行速度
在16-18km/h的范圍內,。預防性打磨遍數(shù)為2-3遍,,修理性打磨一般為3-5遍,傷損較大區(qū)域有時打磨5-8遍(具體情況由施工負責人根據(jù)現(xiàn)場實際情況而定),,為了保證打磨質量在打磨過程中盡量保持在勻速運行狀態(tài)下進行打磨作業(yè),。
(3)打磨遍數(shù),。
在打磨之前首先要確定打磨遍數(shù),,進而才能確定每一遍要打磨的部位及與此相應的磨頭的角度和壓力,。打磨遍數(shù)要根據(jù)現(xiàn)場鋼軌的損耗程度、打磨車的車況有施工負責人現(xiàn)場決定,。在現(xiàn)場施工的時候,,有時現(xiàn)場條件不允許,車況不能維持的最佳狀態(tài),,那么在設置磨頭角度的時候就得考慮磨頭覆蓋問題,,而要保證打磨質量的話就只能在打磨遍數(shù)上來彌補了。
?。?)打磨溫度,。
鋼軌打磨切削區(qū)的溫度很高,常達1000度以上,。如果打磨過程中形成的熱量聚集在鋼軌表面上,,不能迅速傳散,愈積愈多,,就會導致鋼軌表面層變質,,鋼軌燒傷,影響打磨質量,。為了防止打磨時燒傷鋼軌,,應選擇粒度粗及硬度低的磨石,以及選擇合理的打磨功率,、工作走行速度與磨削深度,。
(5)打磨功率,。
磨頭馬達的打磨功率與橫斷面金屬切除量成正比,,同時與切向力和磨頭切削速度有關。實際的打磨功率應根據(jù)線路鋼軌打磨的需要而定,。
?。?)磨頭水平橫移量和偏轉角度。
平時必須加強對設備的保養(yǎng),,保證磨頭水平橫移量和偏轉角度在作業(yè)時能達到打磨模式的設置值,,且保證磨頭對鋼軌打磨面的覆蓋,保證打磨質量,。偏轉角度的設定,,要按照打磨車的現(xiàn)實狀況來設定,車況不同,,所要編排的角度覆蓋值就不同,。
模式編排的時候需要對該車的模式編排系統(tǒng)很熟悉。打磨模式是否合理是決定打磨質量好壞的關鍵因素,。這是一項經驗性很強的工作,,需要在實踐中不斷總結摸索。首先要根據(jù)設備管理部門(工務段)提供的線路資料(如打磨作業(yè)線路為直線,、小半徑曲線還是大半徑曲線)和鋼軌磨耗數(shù)據(jù),,從理論上分析確定較為合理的打磨模式,然后在施工過程中不斷修正,、總結和完善,,以達到最佳的打磨效果和經濟效益。
5 總結
本文首先對鋼軌的常見病害以及這些病害產生的原因,、潛在威脅以及鋼軌打磨的作用進行了詳細說明,,接著對鋼軌打磨作業(yè)方法、打磨工藝進行分析,。最后圍繞如何提高打磨質量方面進行分析研究,。
綜上所述,鋼軌打磨列車在線路的養(yǎng)護中占有突出重要的地位,,高鐵線路應用鋼軌打磨列車在線路開通前對鋼軌預打磨,、開通后對鋼軌預防性打磨及修復性打磨對高鐵的安全運行十分必要。所以我們要加強這方面的研究和試驗,,制定鋼軌打磨各種工藝和驗收標準,,為新建客運專線順利開通和已有線路安全平穩(wěn)運行提供保障。
鋼軌打磨概述及提高打磨質量
發(fā)表時間:2014-12-06 13:02 作者:admin 來源:未知 瀏覽:









發(fā)表評論