










(暫行)
鋼軌矯正主要有打磨,、捏軌和加熱的方法,其中加熱矯正方法安全,,工藝易于控制,,工效較高,其操作方法和注意事項如下:
一,、低溫加熱矯正的原理
加熱矯正的原理:金屬物體不均勻受熱會引起變形,。通過對鋼軌變形區(qū)局部進行低溫烘烤加溫,使鋼軌局部產(chǎn)生溫差而拉伸變形,。理論上的溫度為:220℃-250℃,實際操作中的溫度為:100℃-150℃,這樣做容易操作,,烘烤時間短,不會改變鋼軌金屬的金相組織和物理性能,。
二,、加熱矯正需要的工具及人員
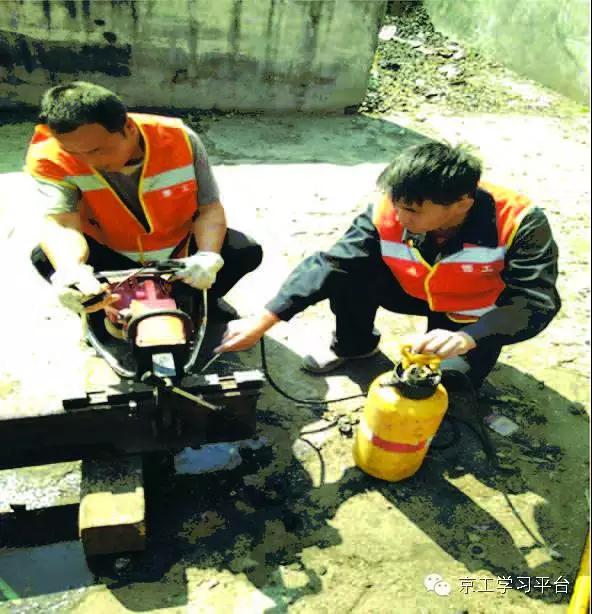
1、液化氣1瓶(4.8公斤),,液化氣噴火槍(1套:皮管,、氣瓶接頭)。
2,、起道器1個,改道器1個,,套筒板手2把,1m平尺1把,,內(nèi)燃打磨機1臺,,道尺一把,。
3、人員:3~4人(包括防護員),。
三,、加熱矯正的工作程序
1、鋼軌平面打磨和加熱矯正必須分開進行,。先進行平面打磨,,待鋼軌完全冷卻后進行加熱校正,對較高的焊縫接頭,,應(yīng)提前一天安排打磨,,第二天進行加熱校正。打磨后軌溫較高,,不得用澆水的方法使其溫度下降,,會使鋼軌變形。
平面打磨后變形區(qū)要留有1.5㎜左右高差,,再進行鋼軌加熱校正,,矯正后稍加打磨即可。
2,、操作步驟,。
對鋼軌變形區(qū)的加熱方向的選擇很重要,不能選錯加熱部位,,這樣會造成更大的變形,,嚴重時會使鋼軌難以復(fù)原。
(1)軌面高矯正法:應(yīng)對軌底上部或軌腹根部進行短時間加熱,。冷卻后用平尺測量,,達到0.5㎜左右的高差,稍加打磨即可得明顯的效果,。
具體步驟:
①可用弦線和平尺進行測量找出鋼軌變形部位的高差,。
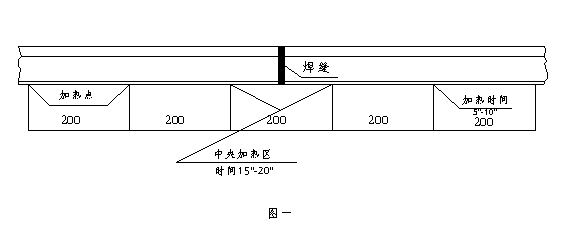
②用粉筆和石筆標(biāo)出變形區(qū),每200㎜進行標(biāo)記加熱點,。
③松掉變形區(qū)或鋁熱焊縫接頭兩邊的4根枕木(一邊2根)的扣件,用起道器上頂取出膠墊,,撤出起道器。
④將液化氣開關(guān)打開點燃噴火槍(注意自我保護),,調(diào)好火焰成蘭色焰伴有轟響聲,。
⑤加熱應(yīng)從軌底標(biāo)記好的加熱點開始,從左到右或從右到左逐個進行加熱,。
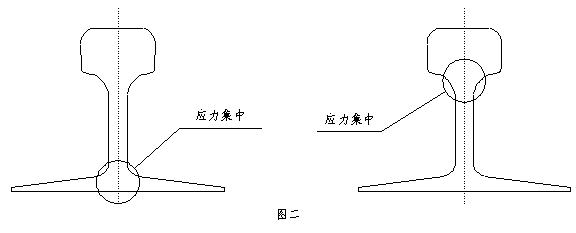
加熱的時間:要靠操作人員根據(jù)測量的高凸程度來掌握,,變形區(qū)和焊縫兩邊遠點的加熱點時間短一點(七秒左右),變形嚴重的中央加熱點時間長一點(15秒左右)見圖一、圖二,。
每個點加熱完畢后,,用平尺測量變形區(qū)的變化,矯正的效果不明顯,,可以進行第二遍每個點的加熱,。如果還是沒有達到理想的效果,就不要再進行加熱,,用內(nèi)燃打磨機進行打磨,。如效果不好,待鋼軌完全冷卻后,,再按步聚進行加熱矯正,,最好是第二天重新操作。
⑥用道尺測量水平,,調(diào)整軌底膠墊的厚度,,然后上好扣件,線路恢復(fù)正常,。
(2)軌面低塌矯正:與上述方法一樣,,加熱部位的方向相反,對軌面進行加熱,。但是,,不要進行打磨,而是先進行加熱矯正,,如果效果不明顯,可用起道機放在變形區(qū)中央部位向上略頂,,給一個外力進行烘烤加溫,,包括:軌面、軌顎的加熱,。冷卻后用平尺測量,,+0.5㎜的高度,稍加打磨即可,。
具體步驟:
①可用弦線和平尺測量找出低塌的區(qū)域,。
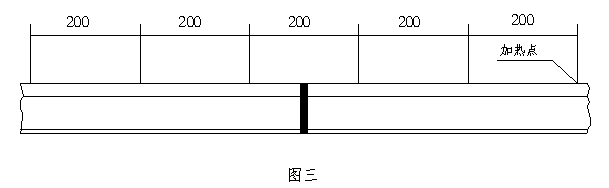
②用石筆標(biāo)出變形區(qū),每200㎜進行標(biāo)記加熱點,。
③松開變形區(qū)和焊縫接頭,,兩邊4根枕木(一邊兩根)扣件和卡鐵的螺拴,拿掉扣件和卡鐵,,不用取出軌底膠墊,。
④用起道器放在鋼軌變形區(qū)和焊縫中央,將鋼軌頂起承力即可,。
⑤將液化氣開關(guān)打開點燃噴火槍(注意自我保護),,調(diào)好火焰,,呈蘭色焰帶有轟響聲。
⑥加熱應(yīng)從軌面和軌顎變形區(qū)中央的兩個加熱點開始,,往兩邊的加熱點逐一進行加熱,。
加熱時間:根據(jù)低凹程度掌握,變形區(qū)中央每個點加熱時間長一點(15秒左右),,兩邊遠點的加熱時間短一點(7秒左右)見圖三,。
每個點加熱完畢后,用平尺測量變形的變化,,效果不明顯,,也可進行第二遍的加熱。
加熱完畢后,,起道器不要撤出,,等待3-5分鐘左右,待鋼軌溫度慢慢下降,。
⑦用內(nèi)燃打磨機進行打磨,,直到磨掉變形區(qū)和焊縫兩邊的高點為止。
(3)鋼軌方向矯正:由于軌腹部的阻力小,,受熱后變形快,,所以烘烤時間不易過長。
具體步驟:
①用弦線和目測找出變形區(qū)域,。
②用石筆標(biāo)出變形區(qū)域,,每200㎜標(biāo)記加熱點。
③松開變形區(qū)和焊縫兩邊各兩根枕木的扣件,,拿掉受熱面的扣件和卡鐵,。如變形弧度長,兩邊多松掉幾根枕木的扣件,。
④將液化氣噴槍點燃,,調(diào)好火焰。
⑤加熱前,,離變形區(qū)10米的距離,,設(shè)一名目測人員,指揮操作人員進行加熱矯正,。
⑥加熱應(yīng)從左到右或從右到左,,逐點進行加熱,正確選擇加熱面和部位,,最關(guān)鍵:如鋼軌向外側(cè)(或右側(cè))變形,,加熱烘烤應(yīng)選擇鋼軌內(nèi)側(cè)的加熱點上,同時加熱軌頭內(nèi)側(cè)和軌底內(nèi)側(cè)。
如鋼軌向內(nèi)側(cè)(道心)變形,,加熱部位應(yīng)選擇鋼軌外側(cè)的加熱點上,,同時加熱軌頭外側(cè)和軌底外側(cè)。
⑦鋼軌變形弧度大時,,可用改道器頂在加熱部位對面枕木的螺拴上,,一邊用力頂一邊加熱矯正,直到矯正完等待3
-5分鐘左右,,使軌溫降至常溫,,再松掉改道器。圖四,。

四,、注意事項。
1.先確定硬彎,,再進行矯正?,F(xiàn)場確定不準是軌向還是硬彎時,先撥道或改道進行整治,,作業(yè)負責(zé)人待列車通過后進行回檢,,如果是線路軌向不平順,不能進行加熱矯正,,如確定是硬彎的問題再進行加熱矯正,。
2.鋼軌矯正工作必須在封鎖點(天窗)內(nèi)進行。
3.正確使用液化氣噴火槍,,點燃時煤氣開關(guān)不要開得過大,,人站在上風(fēng)處,以免傷人,。
4.作業(yè)中不要選錯加熱的部位,,不要對鋼軌變形區(qū)采取直線和大面積加熱,這樣難以控制加熱變形量,,容易形成新的方向。
5.加熱矯正后,,注意軌距要達到標(biāo)準,,復(fù)緊扣件,做到“緊,、密,、靠”。
6.鋼軌平面打磨時,,等待鋼軌溫度自然降低后再用進行平尺測量,,鋼軌高溫時量取的數(shù)據(jù)有誤差。










發(fā)表評論