










必須嚴(yán)格按照廠家的鋁熱焊接操作工藝進(jìn)行焊接,。
在加拿大和美國(guó),,氣溫低于零下18ºC時(shí),禁止進(jìn)行鋁熱焊接,;在法國(guó),,這個(gè)溫度在零下5ºC左右。
鋁熱焊高溫材料遇到濕氣容易發(fā)生爆炸現(xiàn)象,。冬天時(shí),,潮濕源一般以雪或霜的形式存在于道碴中。另外,,在下雪或有霜的天氣下進(jìn)行焊接時(shí)必須遵循以下注意事項(xiàng),。在氣溫低于零下18ºC時(shí),嚴(yán)禁進(jìn)行鋁熱焊接,。
必須清除焊接區(qū)域內(nèi)最小半徑為3米范圍內(nèi)的雪跡,。當(dāng)由于路基限制而無法做到時(shí),也必須至少清除至道碴邊緣,。
封箱泥可以在零下5C左右使用,,通過提高封箱泥中乙二醇的百分比可以得到更低的凝固點(diǎn),我們?cè)诿绹?guó)就是這么做的,。
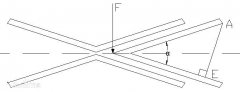
焊接前必須對(duì)鋼軌做好應(yīng)力放散,,道碴必須搗固密實(shí),但是如果道碴結(jié)冰的話,,就無法對(duì)其進(jìn)行搗固,,應(yīng)力放散工作也難做好。而焊接工作與應(yīng)力放散工作又是相互獨(dú)立的,,需要相關(guān)部門協(xié)調(diào)完成,,共同來保證線路的穩(wěn)定。
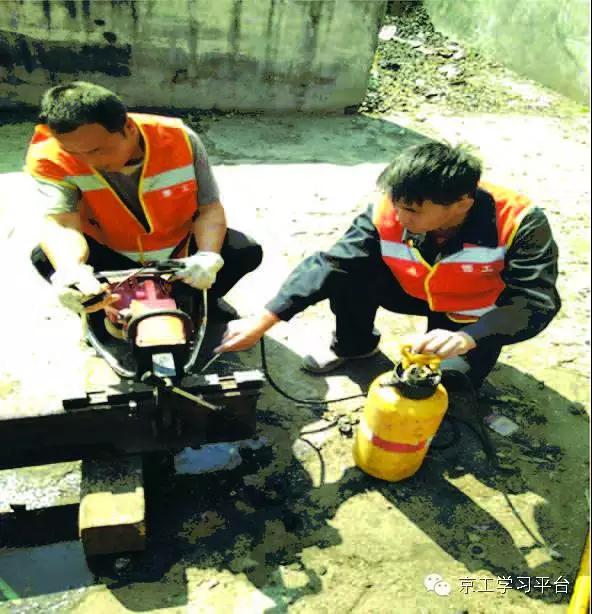
焊接前必須對(duì)待焊鋼軌進(jìn)行加熱,,不同氣溫條件下鋼軌需要加熱的長(zhǎng)度見下表,。對(duì)鋼軌的加熱只能用渦輪式丙烷加熱槍進(jìn)行(因?yàn)檠鯕?丙烷火焰可能會(huì)改變鋼軌的金相結(jié)構(gòu)),鋼軌必須加熱至37C以上。
氣溫范圍 軌縫兩側(cè)各需要加熱的范圍
+15C 到 -9C 76cm 到 91cm
-9ºC 到 -15ºC 91cm 到 122cm
-15ºC 到 -18ºC 最小122cm
鋼軌對(duì)正好后,,必須在安裝砂模之前完成鋼軌的加熱工作,。
預(yù)熱的丙烷氣體是主要的問題:氣溫低時(shí)丙烷氣的壓力較低,氣瓶的溫度也很低,,很難達(dá)到0.07MPa(10PSI)的壓力,。商業(yè)丙烷(純度為80%)的最低溫度限制在零下7C左右,但液化石油氣的最低溫度限制是多少我們還不清楚,,但是可以肯定丙烷和丁烷的混合氣體的最低溫度限制要比零下7C高得多,。因此寒冷天氣焊接時(shí),有必要使用電熱罩或其他措施來給氣瓶加熱,,以保證丙烷氣體的壓力及流量,。
預(yù)熱時(shí)間及推瘤時(shí)間必須嚴(yán)格按照工藝來執(zhí)行。注意:必須至少在5分鐘后才能移走灰渣盤,、坩堝以及開始拆模,。
焊藥點(diǎn)燃之后,確保所有人員距離焊接區(qū)域至少12米,,等焊藥反應(yīng)并澆注完之后再返回焊接工作區(qū)域,。
為防止焊頭冷卻過快,必須對(duì)焊頭用合適的保溫毯或者保溫罩進(jìn)行保溫,。在推瘤之后迅速將焊頭覆蓋,,直至焊頭溫度降至200C以下。
所有焊好的焊頭必須用液壓鋼軌拉伸器固定一段時(shí)間,,必須等焊頭溫度降低至370C以下時(shí),,才能夠撤走鋼軌拉伸器。
為了盡量避免多余的熔化金屬接觸到濕氣而發(fā)生意外,,建議在焊接區(qū)底下放置一個(gè)接渣盤,,同時(shí)在接渣盤里鋪上一些干砂。放接渣盤之前,,有必要用預(yù)熱槍對(duì)道碴加熱一下,,使接渣盤在焊接完成后容易取走。
廢棄的高溫材料必須棄置于干燥的地方,。(建議準(zhǔn)備一個(gè)鐵桶或者在隨行卡車上裝一個(gè)鐵架,,用來放置這些焊接產(chǎn)生的高溫廢棄物。)
對(duì)于緊急修復(fù)焊接,,可以在焊頭溫度降至370C以下時(shí)(澆注后30分鐘左右)限速放行列車,。普通情況下進(jìn)行鋁熱焊接時(shí),,最好還是等焊頭溫度降到200C以下(澆注后50分鐘左右)再通車,。
由于在冬天道碴結(jié)冰情況下很難做好應(yīng)力放散,而這將對(duì)最終的焊接質(zhì)量有較大的影響,,同時(shí)出于從焊軌質(zhì)量特別是施工安全方面考慮,,在寒冷天氣條件下,,我們建議一般不要進(jìn)行鋁熱焊接,特別是正常的軌道鋪設(shè)或換軌工作,。但是對(duì)于意外的斷軌或其他特殊原因而不得不進(jìn)行的修復(fù)焊接,,必須嚴(yán)格遵照上述注意事項(xiàng)來進(jìn)行焊接。
技術(shù)資料
聯(lián)系方式
電話:0537-2171596
手機(jī):18853736667(許)
地址:濟(jì)寧共青團(tuán)路西鑫聲玉城
網(wǎng)址:mgyy520.com
手機(jī):18853736667(許)
地址:濟(jì)寧共青團(tuán)路西鑫聲玉城
網(wǎng)址:mgyy520.com
技術(shù)資料
+ MORE最新產(chǎn)品
+ MORE寒冷天氣鋁熱焊接注意事項(xiàng)
發(fā)表時(shí)間:2014-12-21 13:11 作者:admin 來源:未知 瀏覽:









發(fā)表評(píng)論