










法國拉伊臺克QP-CJ鋁熱焊焊接技術(shù)具有設(shè)備簡單,、焊接作業(yè)效率高,、操作簡便等優(yōu)點。但是施工中因為各種卡控措施不到位,,造成接頭焊接質(zhì)量不合格率較高,。為此,需找出鋼軌接頭焊接質(zhì)量不合格的原因,,并尋求需要采取的措施,。
1.法國拉伊臺克QP—CJ鋁熱焊焊接工藝
QP-CJ焊接主要特點是采用一次性坩堝(用具見附表1),坩堝本身清潔,、干燥,,不需要封口釘;快速定時預(yù)熱,;在金相結(jié)構(gòu)方面減少了焊頭中夾雜物和孔隙的機會,,金屬成分的允許含量見附表2,;焊接施工所需安裝及輔助工具較少。
模具預(yù)熱的作用是消除模具中殘余的濕氣以及提高模具和鋼軌的溫度,,通過加熱器(類似焊槍)用氧氣和丙烷氣作為燃料,,氧氣瓶和丙烷氣瓶的壓力分別為483 kPa、69 kPa,,預(yù)熱時間50 kg/m以下軌為4 min,,50— 55 kg/m軌為4.5 min,58 kg/m以上軌為6 min,。
2.焊接質(zhì)量不合格的原因
(1)兩鋼軌端頭有高低差,。由于新舊軌磨耗程度存在差異,兩鋼軌端面不完全相同,,出現(xiàn)軌頭高低不一致,,導(dǎo)致焊接接頭質(zhì)量不合格。
?。?)鋼軌端面與鋼軌縱軸線不垂直,,鋼軌端面不平整,間隙距離超限,,使加熱器不能正確對中,,預(yù)熱不均勻,導(dǎo)致焊縫焊接質(zhì)量不合格,。
?。?)打磨焊縫經(jīng)驗不足,打磨過量,,使焊頭接口處產(chǎn)生凹陷,。
(4)在焊接過程中,,由于焊接人員操作封箱不當和模具受潮等因素的影響,,焊接鋼水在注入焊道時沖出焊道造成鋼水泄漏(俗稱“跑箱”),影響焊縫質(zhì)量,。
?。?)在焊補現(xiàn)場經(jīng)過多次觀察,發(fā)現(xiàn)安裝砂模時,,在被焊鋼軌表面與砂模之間存在2—5mm的縫隙,,致使堵封泥侵入砂模內(nèi),并殘留于鋼軌表面上,,使個別焊縫與鋼軌母材表面結(jié)合部出現(xiàn)1~2 lllln的凹陷不平順,,形成拗邊現(xiàn)象,導(dǎo)致焊接質(zhì)量不合格,。這是由于供應(yīng)的砂模是按新鋼軌斷面尺寸統(tǒng)一預(yù)制的,,用在舊軌上存在間隙。
3.焊接質(zhì)量控制措施
?。?)調(diào)整鋼軌兩端軌頭高低
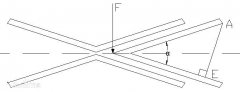
?、佟敻卟?lt;3mm時,,用焊軌直尺將鋼軌作用面一側(cè)對齊(焊軌直尺全部靠在兩鋼軌作用面上),,再將焊軌直尺置于兩鋼軌端頭頂面,直尺端頭與鋼軌頂面間隙(尖點尺寸)要嚴格保證:鋼筋混凝土軌枕為1.6mm,,木枕為3.2mm,。
②,、當高差在3~8 mm時,,需采用特制的中和組件進行焊接,對軌的方法與高差<3mm時相同,。
?、邸撥壱粋?cè)端頭過高(錯牙>5 mm)時,,要使用起道器將偏低的鋼軌端頭一端抬高,,起道器要放在離該端4至5根軌枕處,抬高到兩鋼軌端頭水平,,高低符合規(guī)定尺寸要求,,直到焊接完畢焊頭溫度降至350℃以下時方可撤出起道器(根據(jù)經(jīng)驗,一般為澆注結(jié)束30min后撤出),。
?。?)修整焊縫間隙
①,、對軌端進行打磨作業(yè),,可消除鋼軌端面不平和鋼軌端面與縱軸線不垂直的偏差,偏差控制在1mm之內(nèi),。
?、凇壎诉M行拉伸作業(yè),,將焊縫間隙控制在(25±2)mm之內(nèi),。鎖定焊縫兩端線路,確保間隙無變化,,就可進行作業(yè),。如線路在自由狀態(tài)下,拉伸作業(yè)對鎖定
軌溫無影響,。如部分線路鎖定或同時進行兩處以上焊接時,,就要考慮拉伸對鎖定軌溫的影響,,即鎖定軌溫中要加上因拉伸而增加的溫度。
?。?)焊頭打磨
?、佟岽蚰ヒ跐沧⒔Y(jié)束后(推瘤之后)進行,。打磨時,,在軌頭表面至少保留0.8 mm的焊頭金屬,鋼軌頭部兩端過渡的圓滑處打磨至與既有鋼軌平齊,,鋼軌的內(nèi)外側(cè)亦打磨至與既有鋼軌平齊,。
②,、在澆注60min后進行冷打磨,,打磨至焊頭表面與鋼軌整體平齊。
?。?)鋼水泄漏的處理
?、佟⒂醚跻胰惭鎸⑷毕萏幈砻婕氨砻嬉韵录s1~3mm深度范圍內(nèi)的氧化鐵及雜物熔化清除干凈,,防止焊補后中間有雜質(zhì)層,,導(dǎo)致焊層與母材“兩張皮”而造成焊補層剝離。
?、?、用氧乙炔焰同時對缺陷處和澆筑棒進行加熱至熔化。每次澆筑棒熔化后堆焊高度≯10 mm,,待溫度降至900℃~500℃時,,用>9kg的大錘錘擊焊接堆高部位,保證焊補層部分的密實度,,防止焊補層內(nèi)形成氣泡,,影響焊補質(zhì)量。
?、?、反復(fù)對加熱棒加熱直至缺陷處堆高部分高出軌頂面約1~2 mm,然后進行熱打磨,,待軌溫降至300℃以下時實施冷打磨,。
④,、缺陷焊補后,,考慮安全問題,采用鼓包魚尾夾板進行加固,。
?、?、該辦法只能對焊接造成軌頭部分鋼水泄漏的缺陷進行焊補且深度不宜超過30mm,其他任何部位因焊接鋼水泄漏形成的缺陷應(yīng)采取切掉該焊頭,,插入鋼軌進行焊接,。
(5)垂直磨耗,、側(cè)向磨耗鋼軌的焊接
在現(xiàn)場對有垂直磨耗的舊軌,選用接近垂直磨耗的再用短軌進行焊接,。將砂模底部挫磨相應(yīng)高度,,使砂模上部與軌面間隙<1mm,消滅焊接軌面的拗邊現(xiàn)象,。
?。?)關(guān)鍵步驟的注意事項
①,、焊接現(xiàn)場的準備工作,。挖洞之前一定要檢查是否有地下電纜,對任何會導(dǎo)致火災(zāi)或安全事故的隱患進行清除,。進行鋁熱焊接及處理洞的地方要保持干燥,。
②,、鋼軌端頭的準備工作,。鋼軌端頭必須使用鋸軌機切割,確定以前未被氣焊或電焊過,。鋼軌端頭的對正應(yīng)包括水平,、縱向、扭轉(zhuǎn),,發(fā)現(xiàn)有傾斜的軌枕或低接頭,,必須在鋼軌對正之前將該區(qū)域整平。如無特殊要求,,不要增加或減短鋼軌的長度,,以免影響鋼軌的無應(yīng)力溫度。移動鋼軌不要用錘子敲擊,,要通過鋼軌墊板來調(diào)節(jié),,最好整根移動。
?、?、安裝模具。底托和砂模應(yīng)對稱于軌縫中心線安裝,,安裝完畢后用紙板將砂??谏w上,。封箱泥均勻涂抹,不宜過多,,以免水氣不易排出,。
④,、預(yù)熱,。火焰調(diào)整好,,預(yù)熱器正式就位即開始計時,,預(yù)熱時間根據(jù)軌型選定。不要將加熱砂模邊緣的分流塞推進入口,。
?、荨沧?。焊劑必須在預(yù)熱完畢后30s之內(nèi)點燃,。將點火引信插入焊劑中,最深為25mm,。當廢渣停止流動時,,開始計時。
?、?、拆除砂模與推瘤。在廢渣冷卻之后,,方可將廢渣盤內(nèi)的廢渣倒入廢渣處理洞中,。在澆注結(jié)束5min后拆模。在澆注結(jié)束6.5 min后,,可進行焊頭推瘤,。
⑦,、打磨,。熱打磨時操作者與鋼軌保持一定距離,冷打磨時不要在某一處打磨過度而造成鋼軌淬火,。
4.結(jié)束語
需要不斷加強焊軌人員的專業(yè)技術(shù)培訓與學習,,嚴格按照工藝流程與技術(shù)指標進行操作,同時做好焊接質(zhì)量的跟蹤調(diào)查分析,,并對特殊條件下鋁熱焊焊接工藝進行調(diào)整,,不斷總結(jié)現(xiàn)場施工經(jīng)驗,確保鋼軌接頭鋁熱焊焊接質(zhì)量達到規(guī)定的標準。
技術(shù)資料
聯(lián)系方式
電話:0537-2171596
手機:18853736667(許)
地址:濟寧共青團路西鑫聲玉城
網(wǎng)址:mgyy520.com
手機:18853736667(許)
地址:濟寧共青團路西鑫聲玉城
網(wǎng)址:mgyy520.com
最新產(chǎn)品
+ MORE淺述鋼軌鋁熱焊接質(zhì)量的控制措施
發(fā)表時間:2014-12-21 13:15 作者:admin 來源:未知 瀏覽:









發(fā)表評論